
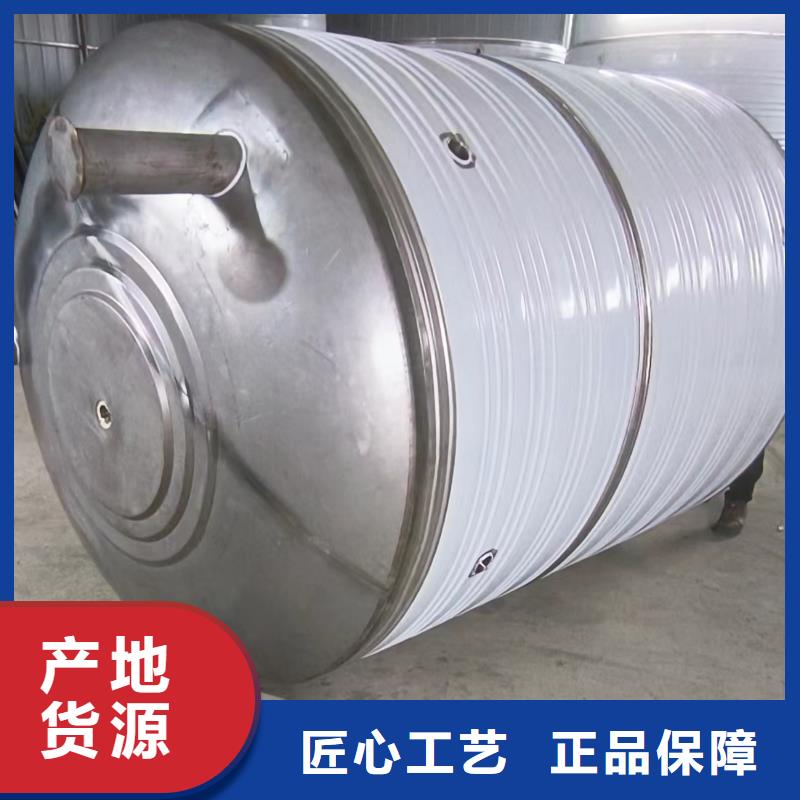

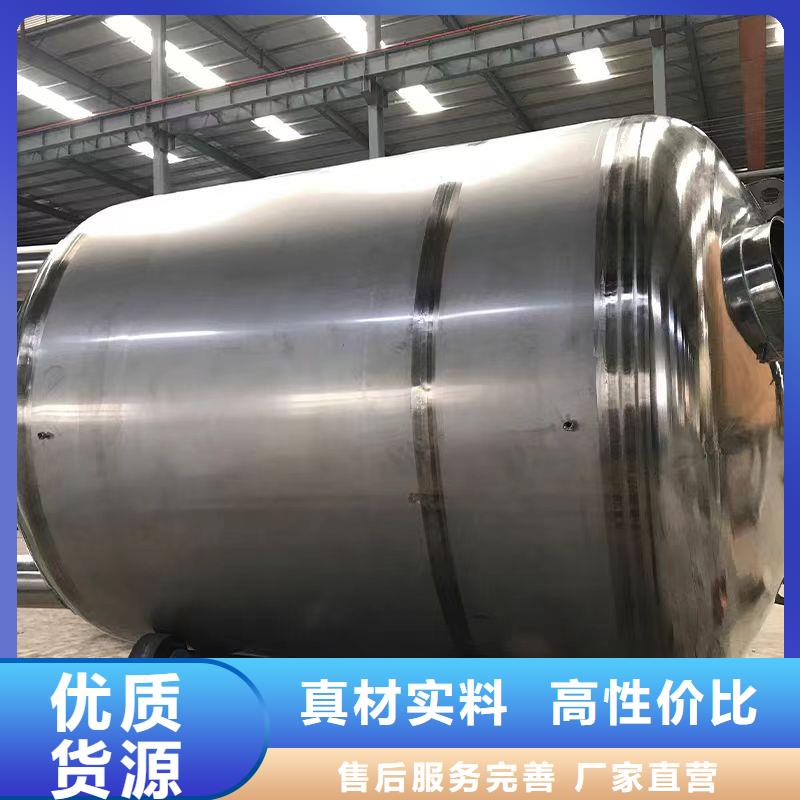
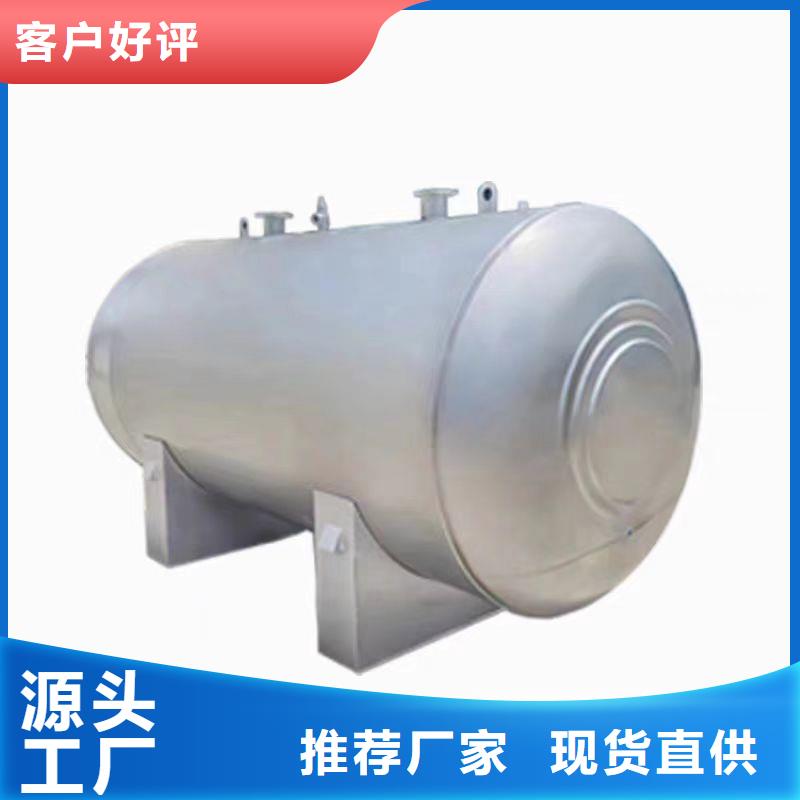
想知道卧式承压保温水箱全国发货辉煌产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:卧式承压保温水箱全国发货辉煌的图文介绍

辉煌供水设备有限公司
莱芜辉煌供水设备有限公司秉承“以用户需求为导向,以增值服务为驱动力”的经营理念,本着“诚信、真实、进取、法治”的企业价值观,弘扬工匠精神,以科技创新为动力,以用户满意为宗旨,以持续改进和标准化管理为手段,以管理求效益,以服务赢得客户,期待与员工客户朋友携手合作,共创【不锈钢水箱】美好明天!



d)承压保温水箱筒节端面倾斜度小于2mm。
e)筒节展开后的对角线允差应不大于3mm 。
f)当相邻两节筒体(或封头)壁厚不一致时,应保持内径一致。
2.2.4、附近筒节板料正确画线后,应在料线上打上洋冲印子,以检查剪切后材料尺寸是否正确。对不锈钢及有特殊要求的钢种,应用使用色笔画线做印记。
2.2.5、附近钢板上划线后,应在钢板上进行材料标记移植,并做好工作令号、附近零件号等相关标记。
2.2.6、附近划好线的板料尺寸须经检验人员复验,确认无误后方可下料。
a)对碳钢S≤14mm或不锈钢S≤12mm,可剪切(按实际剪切能力而定)。
b)对碳钢S>14mm可用气割,不锈钢S≥12mm,可用等离子切割。



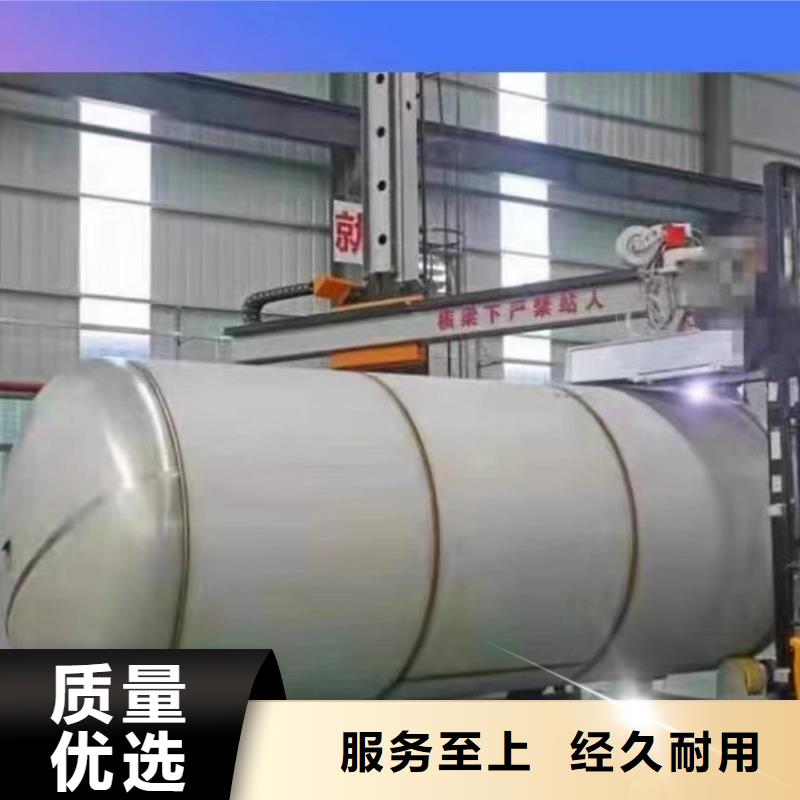
承压保温水箱容器的焊接:
3.3.1、当地施工人员应严格按照图纸及焊接工艺规程的要求进行施焊。
3.3.2、当地正常情况下,DN≥1000,δ≥8的容器A、当地B类焊缝可优先使用自动焊;DN≥600,δ≥8的容器A、当地B类焊缝,外圈可使用自动焊,内圈使用手工焊。
3.3.3、当地C、当地D类接头的焊脚高度,在无图样规定时,取焊件中较薄者之厚度,补强圈的焊脚高度,当厚度﹥8mm时,其焊脚高度等于补强圈厚度的70%,且不小于8mm;当厚度≦8mm时,其焊脚高度等于补强圈厚度。C、当地D类接头焊缝与母材应呈圆滑过渡。
3.3.4、当地对焊接接头系数ф=1的容器及不锈钢容器,其焊缝表面不得有咬边,其他容器焊缝表面的咬边深度不得大于0.5mm,咬边连续长度不得大于100mm,焊缝两侧咬边总数不得超过该焊缝长度的10%。



筒节的下料:承压保温水箱
2.2.1、当地下料时应根据板材规格大小,合理安排进行套裁,以节省原材料、当地降低成本。
2.2.2、当地若圆筒由若干筒节拼接,则单节筒身长度不得小于300mm。
2.2.3、当地筒节下料的尺寸要求:
a)当圆筒含有封头、当地膨胀节等部件时,按封头、当地膨胀节实际内径展开;当壳体不含有封头,膨胀节等部件时,按图样中相应筒体标注内径尺寸展开。展开公式为:
L=π(di+t)
式中:di:筒体内径;
t:筒体壁厚
b)换热器壳程筒体内径不得小于理论标注内径,其展开周长允差为0~+5mm。
c)其它筒节外周长允许偏差值按下表规定:
公称直径DN
壁厚S <800 800~1200 1300~1600 1700~2400 2600~3000 3200~4000
5~10 ±4 ±4 ±4 ±5 ±5 ±6
12~16 ±4 ±5 ±5 ±7 ±7 ±8
18~20 ±4 ±6 ±6 ±8 ±8 ±10

